 magyar
magyar-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska - magyar
-
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Termékek






Belső háromgörbe hornyos eszterga- és marógép
A Jingfusi® belső, három görbületű hornyos eszterga- és marógép egy speciális megmunkáló szerszám, amelyet három ívelt vagy kontúrozott felületű belső hornyok precíziós megmunkálására használnak. Ezt a belső háromgörbületű hornyos eszterga- és marógépet általában olyan iparágakban alkalmazzák, ahol bonyolult alkatrészek gyártását igénylik belső hornyokkal vagy profilokkal, amelyeket a hagyományos megmunkálási módszerekkel nem lehet könnyen létrehozni.
Modell:CK46-3+2
Kérdés küldése
termékleírás
Bár elsősorban belső horony megmunkálására használják, ezek a gépek más megmunkálási műveleteket is képesek kezelni, így sokoldalúan használhatók az alkalmazások széles körében. Az olyan iparágak, mint a repülőgépipar, az orvosi eszközök gyártása, az autóipar és a precíziós mérnöki ipar, gyakran támaszkodnak ezekre a gépekre bonyolult és nagy pontosságú alkatrészek előállításához. A belső háromgörbű hornyos eszterga- és marógépek különféle anyagokat, köztük fémeket, műanyagokat és kompozitokat képesek feldolgozni, az adott megmunkálási igényektől függően.
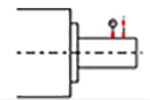
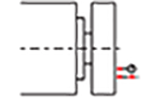
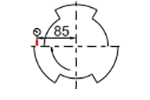
Géputazási diagram

termék leírás

Paraméterlista
| Tétel | Mértékegység | Leírás |
| Max. esztergálási átmérő | mm | 250 |
| Max. lengő átm. eszterga fölött | mm | Ø500 |
| Max. forgatási átmérő a csúszóágyon keresztül | mm | Ø160 |
| Ferde ágyas fokozat | fokozat | 35° |
| X-tengely hatékony mozgás | mm | 1000 |
| Z-tengely hatékony mozgás | mm | 400 |
| X/Z tengely max. gyors utazási sebesség | m/perc | 24 |
| Öntöttvas alapterület | ㎡ | 1,8 x 1,1 |
| A gép mérete: H x Sz x Ma | mm | 2100x1580x1800 |
| A gép nettó tömege | kg | 2600 |
| szerszám sz. | db | 8 |
| Négyszögletes szerszámok | mm | 20x20 |
| Lyuk kés mérete | mm | Ø20 |
| Teljes ló | kw | 13 |
| Átlagos energiafogyasztás | kw/h | 2 |
| Orsó homlokforma |
|
A2-5 |
| Orsó fordulatszám | fordulat | 6000 |
| Orsó fordulatszám beállítása | fordulat | 1-4500 |
| Orsó névleges nyomatéka | Nm | 35 Nm (1500 ford./perc) |
| Maximális rúdátmérő | mm | Ø45 |
Szerszámgép pontosság
| Gépi pontosság, Jingfus faktor szabvány: | ||||
| Fő tesztelem | Sematikus ábrája | Gyári szabvány | ||
| Orsó radiális üteme, |
 |
A külső kúp kifutásának észlelése | 0.0035 | |
| X-tengely ismétlési pozíció, X |
 |
Az X-tengely ismételt pozicionálásának észlelése. Megjegyzés: Először körülbelül 50-szer jósoljon meg, hogy kiegyenlítse a hideg és a meleg motor hibáját, majd észlelje az ismételt pozicionálást. | 0.003 | |
| A Z-tengely ismétlési pozíciója, Z |
 |
Ismételt pozicionálás észlelése a Z tengelyen. Megjegyzés: Először körülbelül 50-szer jósoljon meg, hogy kiegyenlítse a hideg és a meleg motor hibáját, majd észlelje az ismételt pozicionálást. | 0.003 | |
| C tengely ismétlési pozíciója, C |
 |
Érzékelje a C-tengely rögzített pontjának áthelyezését, megjegyzés: először körülbelül 50-szer jósoljon meg, hogy kiegyenlítse a hideg és a meleg motor hibáját, majd észlelje az ismételt pozicionálást | 20 ívmásodperc | |
| C tengely pozíció forgó, C |
 |
Határozza meg a C-tengely véletlenszerű pozíciópontosságát, vegye figyelembe: először körülbelül 50-szer jósoljon meg, hogy kiegyenlítse a hideg és a meleg motor hibáját, majd ellenőrizze az ismételt beállításokat | 72 ívmásodperc | |
| Ha az ügyfél az X/Z/Y tengely ISO vagy VD1 pontosságát szeretné tesztelni, akkor azt a szerződés megkötésekor kell meghatározni. Az ügyfélnek a Jingfusi Factory kezdeti elfogadásával egyidejűleg kell tesztelnie ezt a tételt. | ||||
Hot Tags: Belső háromgörbe hornyos eszterga- és marógép, Kína, gyártók, beszállítók, gyár, minőség, árlista
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat