 magyar
magyar-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska - magyar
-
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Termékek






Ferde ferde ágy forgó CNC esztergagép
A CK46 ferde ferde ágyú CNC -eszterga -gép az eredeti alapon javítja és frissíti a Jingfusi® -t. Az eredeti modell magas feldolgozási teljesítményének és egyszerű működésének öröklése alapján egy teljesen zárt ferde ágy kialakításával és nagyobb működési helyével, nagyobb feldolgozási sebességgel és precíziós CNC szerszámgépekkel fejlesztették ki, amelyek könnyebben beállíthatók és karbantarthatók.
Modell:CK46
Kérdés küldése
termékleírás
This Inclined Slant bed Turning CNC Lathe Machine adopts a 45-degree inclined bed design and a super-rigid torque structure to ensure that the bed is not easily deformed during heavy-load cutting. The tilt angle makes installation, replacement and inspection easier. High-precision ball screws and spindles. Guaranteed highest precision and surface gloss.


Jingfusi® Slant Bed CNC esztergagép jellemzői:
Optimális tervezés:Ez a ferde ferde ágy CNC esztergagép 35 fokos ferde ágy kialakításával rendelkezik, amely fokozott merevséget és stabilitást biztosít a precíziós megmunkáláshoz.
Hatékony chipkezelés:A gép jelentős chip -szállító kapacitást kínál, lehetővé téve az ügyfeleknek a rugalmasságot, hogy kiválaszthassák az elülső vagy a hátsó chip eltávolítását, biztosítva a megmunkálási folyamat kényelmét.
Csavaros csavarE-Stretching:A csavaros előtartózási struktúra beépítésével ez az eszterga optimalizálja a megmunkálási pontosságot és a megbízhatóságot.
Gang típusú szerszámbejegyzés:A banda típusú szerszámbejegyzéssel felszerelt eszterga támogatja a több eszköz használatát a megnövekedett hatékonyság és sokoldalúság érdekében a különféle megmunkálási műveletek során.
Termék részletei
Paraméterlista
| projekt | egység | CK46 | CK52 | CK76 | |
| Maximális fordulási hossz | mm | 350 | |||
| Maximális fordulási átmérő az ágyon | mm | Ø 500 | |||
| A gördeszka maximális fordulási átmérője | mm | Ø 160 | |||
| Ágynemű | ° | 35 ° | |||
| Az X/Z tengely hatékony utazása | mm | Átmérő 1000/400 | |||
| X/z tengely csavar specifikációk | mm | 32 | |||
| X/z tengely sín specifikációk | mm | 35 | |||
| X/z-tengely motor teljesítménye | KW | 1.3 | |||
| Az x/z tengely maximális gyors mozgása | M/My | 24 | |||
| Szerszámgép hossza x szélesség x magasság | mm | 2100x1580x1800 | |||
| A teljes gép teljes súlya | Kg | 2600 | |||
| Kés | javítás | 8 | |||
| Négyszögletes késméret | mm | 20x20 | |||
| Kerek lyuk vágó mérete | mm | Ø20 | |||
| Teljes teljesítmény | KW | 13 | 13 | 16 | |
| Átlagos energiafogyasztás | Kw / h | 2 | 2 | 2.5 | |
| fő tengely | Orsó vége arc formája |
|
A2-5 | A2-6 | A2 -8 |
| Maximális orsósebesség | r/perc | 6000 (4500 -ra állítva) | 4200 (3500 -ra állítva) | 3200 (2500 -ra állítva) | |
| Orsó motor teljesítménye | KW | 7.5 | 7.5 | 11 | |
| Az orsómotor névleges nyomatéka | Nm | 47,8nm | 47,8nm | 72 nm | |
| Maximális rúd átmérője | mm | Ø 45 | Ø 51 | Ø 75 | |
Szerszámgép -pontosság
| Gépi pontosság, jingfus faktor standard : | ||||
| Fő tesztelem | Vázlatos diagram | Észlelési módszer |
Gyári szabvány |
|
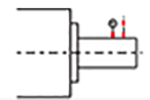
| Orsós radiális ütem, |
 |
Detektálja a külső kúp kifutását | 0.0025 | |
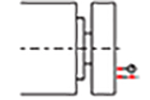
| X-tengely ismételt pozíciója |
 |
Az x tengely ismételt elhelyezkedésének észlelése. MEGJEGYZÉS: Először előre jelezze, hogy körülbelül 50 -szer oldja meg a hideg motor és a forró motor hibáját, majd észlelje az ismételt pozicionálást. | 0.0025 | |
| Z-tengely ismételt pozíciója |
 |
Észlelje az ismételt pozicionálást a z tengelyen. MEGJEGYZÉS: Először előre jelezze, hogy körülbelül 50 -szer oldja meg a hideg motor és a forró motor hibáját, majd észlelje az ismételt pozicionálást. | 0.0025 | |
| Ha az ügyfél meg akarja tesztelni az X/Z/Y tengely ISO vagy VD1 pontosságát, akkor azt a szerződés megírásának idején kell meghatározni. Az ügyfélnek ki kell tesztelnie ezt az elemet a Jingfusi gyár kezdeti elfogadásának ugyanakkor. | ||||
Hot Tags: Fejlesztett ferde ágy CNC esztergagép, Kína, Gyártók, Szállítók, Gyári, Minőség, Árlista
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat