 magyar
magyar-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska - magyar
-
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Termékek






CNC eszterga ferde ággyal és szerszámsorral
A kínai Jingfusi® gyártó kiváló minőségű CNC esztergagépet kínál ferde ággyal és szerszámsorral. Vásároljon CNC esztergagépet ferde ággyal és szerszámsorral, amely kiváló minőségű közvetlenül alacsony áron.
Kérdés küldése
termékleírás
A Jingfusi® egy vezető kínai CNC eszterga ferde ágyas és szerszámsoros gyártó, szállító és exportőr. Ragaszkodva a termékek tökéletes minőségére való törekvéshez, hogy CNC esztergagépünket sok ügyfél elégedett legyen. Extrém dizájn, minőségi alapanyagok, nagy teljesítmény és versenyképes ár – ez az, amire minden vásárló vágyik, és ez az, amit mi is kínálunk Önnek. Természetesen elengedhetetlen a tökéletes értékesítés utáni szolgáltatásunk is. Ha felkeltette érdeklődését szolgáltatásaink, most forduljon hozzánk, időben válaszolunk!


Géputazási diagram
termék leírás
Paraméterlista
| Fő specifikáció | |||
| Tétel | Mértékegység | Leírás | Megjegyzés |
| Max. esztergálási átmérő | mm | 250 |
|
| Max. lengő átm. eszterga fölött | mm | Ø500 |
|
| Max. forgatási átmérő a csúszóágyon keresztül | mm | Ø160 |
|
| Ferde ágyas fokozat | fokozat | 35° |
|
| X-tengely hatékony mozgás | mm | 1000 |
|
| Z-tengely hatékony mozgás | mm | 400 |
|
| X/Z tengely max. gyors utazási sebesség | m/perc | 24 |
|
| Asztal mérete: L X W | mm | 700 x 290 |
|
| A gép mérete: H x Sz x Ma | mm | 2100x1580x1800 |
|
| A gép nettó tömege | kg | 2600 |
|
|
|
db | 8 |
|
| Négyszögletes szerszámok | mm | 20x20 |
|
| Lyuk kés mérete | mm | Ø20 |
|
| Teljes ló | kw | 13 |
|
| Átlagos energiafogyasztás | kw/h | 2 |
|
| Orsó homlokforma |
|
A2-5 | 52:A2-6;CK36:A2-4 |
| Orsó fordulatszám | fordulat | 6000 | 52:4200;CK36:5000 |
| Orsó fordulatszám beállítása | fordulat | 1-4500 | 52:1-3500;CK36:1-4500 |
| Orsó névleges nyomatéka | Nm | 35 Nm (1500 ford./perc) | 52:47,8 nm; CK36:38 Nm |
| Maximális rúdátmérő | mm | Ø45 | 52:Ø50;CK36::Ø50 |
Szerszámgép pontosság
| Gépi pontosság, Jingfus faktor szabvány: | ||||
| Fő tesztelem | Sematikus ábrája | Gyári szabvány | ||
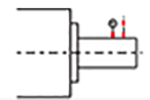
| Orsó radiális üteme, |
 |
A külső kúp kifutásának észlelése | 0.0035 | |
| X-tengely ismétlési pozíció, X |
 |
Az X-tengely ismételt pozicionálásának észlelése. Megjegyzés: Először körülbelül 50-szer jósoljon meg, hogy kiegyenlítse a hideg és a meleg motor hibáját, majd észlelje az ismételt pozicionálást. | 0.003 | |
| A Z-tengely ismétlési pozíciója, Z |
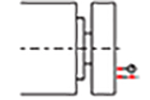 |
Ismételt pozicionálás észlelése a Z tengelyen. Megjegyzés: Először körülbelül 50-szer jósoljon meg, hogy kiegyenlítse a hideg és a meleg motor hibáját, majd észlelje az ismételt pozicionálást. | 0.003 | |
| Ha az ügyfél az X/Z/Y tengely ISO vagy VD1 pontosságát szeretné tesztelni, akkor azt a szerződés megkötésekor kell meghatározni. Az ügyfélnek a Jingfusi Factory kezdeti elfogadásával egyidejűleg kell tesztelnie ezt a tételt. | ||||
Hot Tags: CNC eszterga ferde ággyal és szerszámsorral, Kína, gyártók, beszállítók, gyár, minőség, árlista
Kérdés küldése
Kérdését az alábbi űrlapon adja meg. 24 órán belül válaszolunk.








X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat