 magyar
magyar-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska - magyar
-
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


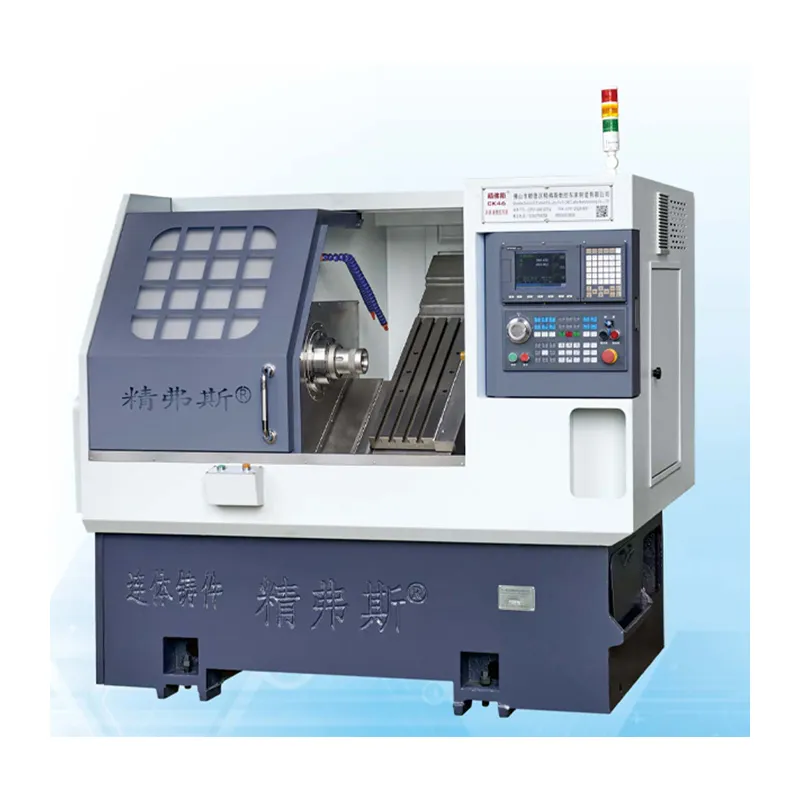
A CNC esztergainak szerkezeti elrendezése és jellemzői
CNC esztergaEzenkívül egy orsó dobozból, szerszámtartályból, takarmány -sebességváltó rendszerből, ágyból, hidraulikus rendszerből, hűtőrendszerből, kenőrendszerből stb. A vízszintes eszterga orsójának mozgása a szerszámtartót egy függő kerékkereten, egy adagolódobozon és egy csúszdobozon keresztül továbbítja a hosszirányú és keresztirányú takarmánymozgások eléréséhez, míg a CNC esztergai szervómotorokat használnak, amelyeket a csúszólemez és a szerszámtartóson továbbítanak egy golyócsavaron keresztül, hogy a z-irányítás elérése érdekében elérjék a z-irányítást (hosszas) és z-direction). A CNC -eszterékek különféle menetes funkciókkal is rendelkeznek, és az orsó forgása és a szerszámtartó mozgása közötti mozgáscsatlakozást egy CNC rendszer vezérli. Egy impulzus kódolót telepítenek a CNC eszterga orsó dobozába, és az orsó mozgását az impulzuskódolóhoz továbbítják egy szinkron fogazott övön keresztül. Amikor az orsó elforgat, az impulzuskódoló detektálási impulzusjelet küld a CNC rendszernek, így az orsómotor forgása és a szerszámtartót vágócsatorna fenntartja a szál feldolgozásához szükséges mozgási csatlakozást, azaz amikor a szál feldolgozásakor az orsó egyszer forog, és a szerszámtartót az egyik ólum z irányában mozgatja a munkapszéket.
Az orsó, a farok és a CNC -eszterga más alkotóelemei az ágyhoz viszonyítva alapvetően megegyeznek a vízszintes esztergaval, míg a szerszámtulajdonos és a vezetősín elrendezése alapvető változáson ment keresztül. Ennek oka az, hogy a szerszámtartó és a vezető sín elrendezése közvetlenül befolyásolja a CNC eszterga alkalmazás funkcióját, szerkezetét és megjelenését. Ezenkívül,CNC esztergazárt védőfelszereléssel vannak felszerelve. Az ágy és a vezető sín elrendezése. A CNC eszterga ágyvezető sín és a vízszintes sík relatív helyzetének 4 elrendezése van. A vízszintes ágy jó feldolgozhatósággal rendelkezik, és kényelmes a vezető sín felületének feldolgozásához. A vízszintesen felszerelt késsel felszerelt vízszintes ágy növeli a szerszámtartály mozgási sebességét, amelyet általában nagy CNC eszterga vagy kis precíziós CNC eszterga elrendezésére lehet használni. A vízszintes ágy alatti tér azonban kicsi, ami megnehezíti a chip eltávolítását. A szerkezeti dimenziók szempontjából a szerszámtartály vízszintes elhelyezése hosszabbá teszi a csúszda oldalsó dimenzióját, ezáltal növelve a szerkezeti dimenziót a szerszámgép szélességi irányában. A vízszintes ágy elrendezési módja egy ferde elhelyezett csúszdával, és egyrészt ferde vezető sínvédő borítóval van felszerelve, a vízszintes ágy jó feldolgozhatóságának jellemzőivel; Másrészt, a szerszámgép szélességi irányban történő mérete kisebb, mint a vízszintes felszerelt csúszda, és a chip eltávolítása kényelmes. A vízszintes ágy elrendezési módját ferdén elhelyezett csúszdával és ferde ágyat ferde diával felszerelték, széles körben használják a kis- és közepes méretű CNC eszterékek. Ennek oka az, hogy ez a két elrendezési mód egyszerűen eltávolítható a chipekből, a chipek nem halmozódnak fel a vezető sínen, és kényelmes egy automatikus chip -szállítószalag telepítése; Könnyű működtetni és könnyen telepíthető egy manipulátorhoz az egy-gépi automatizálás elérése érdekében; A szerszámgép egy kis területet foglal el, egyszerű és gyönyörű megjelenésű, és könnyen érhető el zárt védelemhez.
A CNC eszterga szerszámtulajdonosa a szerszámgép fontos része. A szerszámtartót a vágószerszám rögzítésére használják. Ezért felépítése közvetlenül befolyásolja a szerszámgép vágási teljesítményét. Bizonyos mértékben a szerszámtulajdonos felépítése és működése tükrözi a CNC eszterga tervezési és gyártási szintjét. A CNC -eszterga folyamatos fejlesztésével a szerszámtulajdonos szerkezetét folyamatosan innoválták, de általában véve nagyjából két kategóriába sorolhatók, nevezetesen a Row Tool -tartó és a torony szerszám birtokosa. Néhány forgó központ az automatikus szerszámcserélő berendezéseket is használja szerszámmagazinokkal. A sor eszköztartót általában kicsire használjákCNC eszterga- Különböző szerszámokat helyeznek el és rögzítenek egy mozgatható csúszdára, és az automatikus helymeghatározás érhető el az eszköz cseréjekor. A torony szerszámtartót toronynak vagy szerszámtáblának is nevezik, és két szerkezeti formájú: függőleges és vízszintes. Többszörös helymeghatározó automatikus helymeghatározó eszközzel rendelkezik, és a szerszámgép automatikus szerszámcsere működését a toronyfej forgatása, indexelése és elhelyezése révén érik el. A torony szerszám tulajdonosának pontos indexelésével, megbízható pozicionálással, nagy ismételt pozicionálási pontossággal, gyors indexelési sebességgel és jó szorítással kell rendelkeznie a CNC eszterga nagy pontosságának és nagy hatékonyságának biztosítása érdekében. Egyes toronyszerszám -tartók nemcsak az automatikus pozicionálást, hanem az energiát is továbbíthatják. Jelenleg a kéttengelyes összekötő eszterga többnyire 12 állomásos toronyszerszámot használ, és vannak 6-állomás, 8-állomás és 10-állomásos torony szerszámtulajdonosok is. Kétféle módon kell elrendeznie a torony szerszámtartót a szerszámgépen: az egyik egy torony szerszámtartó a lemezes alkatrészek feldolgozásához, amelynek forgó tengelye merőleges az orsóra; A másik egy torony szerszámtartó a tengely és a tárcsás alkatrészek feldolgozásához, amelyek forgó tengelye párhuzamos az orsóval.
A négytengelyes CNC-eszterga ágya két független diával és toronyszerszámmal van felszerelve, tehát kettős Turret négytengelyes CNC eszterganak nevezzük. Ebben az időszakban az egyes szerszámtartók vágási adagolását külön -külön szabályozzák, így a két szerszámtulajdonos ugyanabban a munkadarab különböző részeit vághatja le egyszerre, ami nemcsak kibővíti a feldolgozási skálát, hanem javítja a feldolgozási hatékonyságot is. A négytengelyes CNC eszterga komplex szerkezetű, és egy speciális CNC rendszerrel kell felszerelni, hogy befejezze a két független szerszámtulajdonos irányítását. Forgatható forgattyústengelyek, repülőgép -alkatrészek és egyéb alkatrészek feldolgozására, amelyek komplex formájúak és nagy tételek vannak.
Kérdés küldése


X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat