 magyar
magyar-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska - magyar
-
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


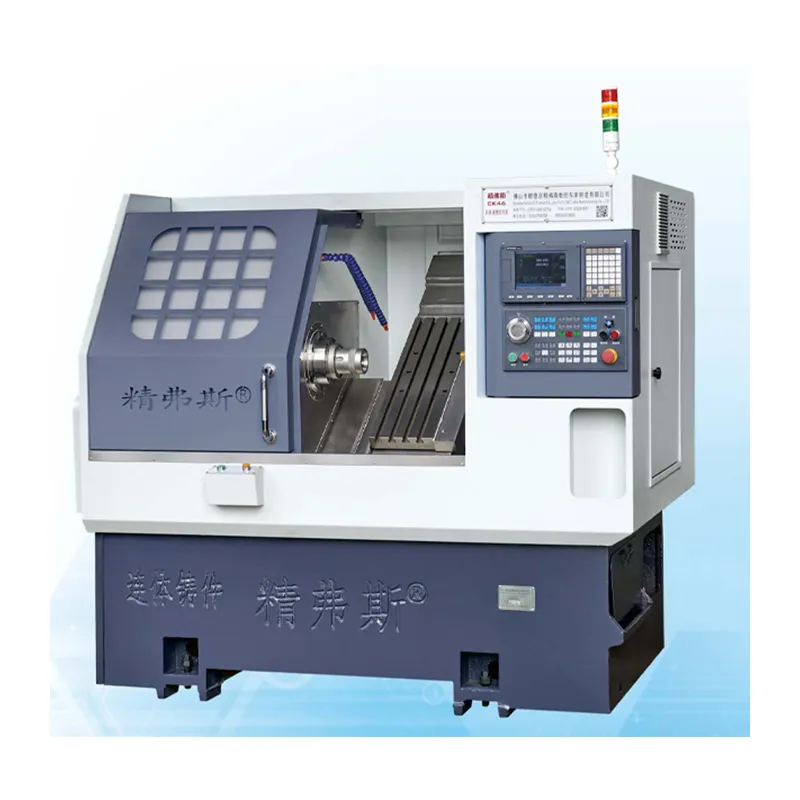
Mit kell tennie, ha a CNC eszterga csapágyhőmérséklete túl magas?
ACNC esztergaA vezetőcsapágy túl magas, ami miatt a csapágy kiég. Ez egy általános hibaprobléma. Ezután beszéljünk arról, hogyan lehet kezelni a CNC -léhözet magas hőmérsékletének problémáját.
1. A vezetőcsapágy funkciója
A CNC -eszterga vezetőcsapágyának beállításának célja az, hogy a generátor fő tengelyét csak a vezető csapágy megadott távolságtartományán belül futtassa, és a sugárirányú terhelést a generátor fő tengelyén viselje.
2. A vezetőcsapágy működési elve
A vékony olajkenésű blokkcsapágy működési elve elsősorban az egység nagysebességű forgásának felhasználására szolgál, a kenőolaj belép a csapágy ízületi felületébe és a folyóiratba a csapágy kenésére. A kenés utáni forró olajat az olajhűtő hűti, és ismét belép a csapágy és a folyóirat ízületi felületébe. Az egység futásakor a kenőolajat automatikusan viszonozják és lehűtik. Amikor a fő tengely forog, stabil olaj ék képződik a folyóirat és a folyóirat felülete között, ezáltal a sugárirányú terhelést hordozva, és továbbítja azt a vezető csapágy ülésére, majd a keretbe.
3. A vezetőcsapágyak összetétele
A vezetőcsapágyakCNC esztergavékony olajkenésű blokkcsapágyak, amelyek elsősorban csapágysapkákból, kenőolaj -tartályokból, hűtőkből, visszatérő olajcsövekből, csapágyhéjakból, csapágy ülésekből, súlycsavarokból és hőmérőkből állnak. A B állomáson lévő két egység vezető csapágycsapatának héja nyolc héjra oszlik, amelyek egyenletesen vannak elosztva a generátor fő tengelyének vezető tengelyén, a kerület szerint.
4. A megnövekedett csapágyhőmérséklet és a megnövekedett egység rezgés okainak elemzése
A karbantartási feltételek működésének és elemzésének megfigyelése alapján úgy gondoljuk, hogy a csapágyhőmérséklet és a megnövekedett egység rezgés növekedésének két fő oka van:
① A csapágy -távolság növekszik, amely sokkal nagyobb, mint a tervezési hézag, ami a kenőolaj bejutását okozza a vízvezető csapágy felületébe. Nem könnyű olaj ék képződni, ami rossz kenést eredményez, és így megnövekedett vezetőhőmérséklet -hőmérsékletet és megnövekedett egység rezgést eredményez;
② Túl kevés érintkezési pont van a csapágy felületén, és az érintkezési felület nem elegendő, ami nem felel meg a berendezések specifikációs követelményeinek.
5. Megoldás a vezetési csapágy hőmérsékletének növekedésére
A gyártó tervezési követelményei szerint, amikor a CNC eszterga egység hűtővíz -hőmérséklete folyamatos működés közben nem haladja meg a 25 ° C -ot, a héj hőmérséklete és az olaj hőmérséklete nem haladhatja meg a 65 ° C -ot. A csapágy és az olaj hőmérséklete nemcsak a hűtővíz hőmérsékletéhez kapcsolódik, hanem a kenőolaj keringéséhez és a csapágy és az orsó folyóirat közötti távolsághoz is.
A vezetõcsapágy megengedett távolságaCNC eszterga0,2 ~ 0,3 mm (kétoldalas távolság). A csapágy alsó része belemerül a kenőolajba. Amikor az orsó az óramutató járásával megegyező irányban forog, a kenőolaj könnyen beléphet a vezető csapágycsapágy felületébe, és olaj éket állít elő a csapágy felületének kenésére. Még akkor is, ha az orsó ingadozik, bár az illesztések közötti távolság nagyon kicsi, a rövid távolság, a jó kenési körülmények miatt, a súrlódás és a jó hűtési hatás miatt kevesebb hő, általában nem okoz a csapágyhőmérséklet emelkedését, nem is beszélve a csapágy égéséről.
Kérdés küldése


X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat