 magyar
magyar-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska - magyar
-
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


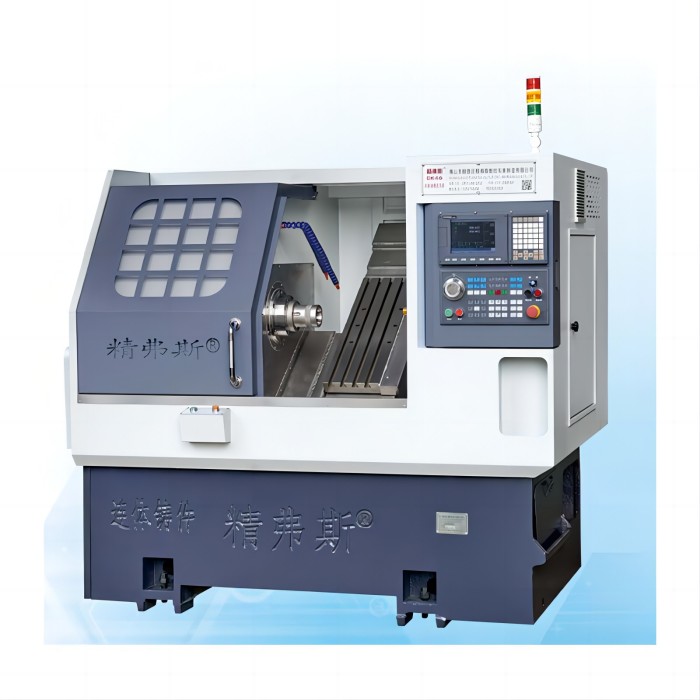
A CNC szerszámgépek követelményei a mechanikai felépítéshez
A fő felépítéseCNC szerszámgépeka következő jellemzőkkel rendelkezik:
1) A nagy teljesítményű, folyamatosan változó sebességű orsók és a szervoátviteli rendszerek használata miatt a CNC szerszámgépek limit átviteli szerkezete jelentősen egyszerűsíthető, és az átviteli lánc jelentősen lerövidül;
2) A folyamatos automatizált feldolgozáshoz való alkalmazkodás és a feldolgozás termelékenységének javítása érdekében a CNC szerszámgépek mechanikai szerkezete magasabb statikus és dinamikus merevséggel és csillapítási pontossággal, valamint magasabb kopási ellenállással és kevesebb termikus deformációval rendelkezik;
3) A súrlódás csökkentése érdekében kiküszöböli a sebességváltó clearance és a magasabb feldolgozási pontosság elérése érdekében hatékonyabb átviteli alkatrészeket használnak, például golyós csavarpárokat és gördülő útmutatókat, backglash fogaskerekes sebességváltó párokat stb.
4) A munkakörülmények javítása érdekében csökkentse a kiegészítő időt, javítsa a működési képességet és javítsa a munkatermelékenységet, kiegészítő eszközöket, például automatikus szerszámgyűjtő eszközöket, szerszámmagazinokat és automatikus szerszámcserélő eszközöket, valamint automatikus chip -eltávolító eszközöket használnak.
A CNC szerszámgépek alkalmazandó alkalma és szerkezeti jellemzői szerint a CNC szerszámgépek felépítésére a következő követelményeket kell előírni:
1. A szerszámgép magasabb statikus és dinamikus merevsége
CNC szerszámgépekautomatikusan feldolgozzák a CNC programozás vagy a kézi adatbevitel által biztosított utasítások szerint. Mivel a mechanikai szerkezet geometriai pontossága és deformációja (például a szerszámgép -ágy, a vezető sínek, a munkaasztal, a szerszámtartót és az orsó dobozt stb.) A helymeghatározási hibát nem lehet beállítani és kompenzálni a feldolgozás során, a mechanikai szerkezeti komponensek rugalmas deformációját egy kis határon belül kell szabályozni a szükséges feldolgozási pontosság és a felület minőségének biztosítása érdekében. A belső és külső hőforrások hatására a szerszámgép különféle részei különböző fokú termikus deformációt fognak végezni, ami megsemmisíti a munkadarab és az eszköz közötti relatív mozgási kapcsolatot, és a szerszámgép negyedévente csökkenését is okozza. A CNC szerszámgépek esetében, mivel a teljes feldolgozási folyamatot kiszámított utasítások szabályozzák, a termikus deformáció hatása súlyosabb. Nehéz. A termikus deformáció csökkentése érdekében a CNC szerszámgépek szerkezetében általában a következő intézkedéseket fogadják el: (1) csökkentsék a hőtermelést; (2) a szabályozási hőmérséklet emelkedése; (3) Javítsa a szerszámgép -mechanizmust.
3. Csökkentse a súrlódást a mozgások között és kiküszöbölje az átviteli távolságot
A CNC szerszámgép -munkaasztal (vagy diák) elmozdulása egyenértékű egy kis egységgel tizenegy impulzusban, és általában az alapsebességgel kell mozogni. Annak érdekében, hogy a munkaasztal pontosan reagáljon a CNC eszköz utasításaira, a megfelelő intézkedéseket kell tenni. Jelenleg nyilvánvaló különbségek vannak a gyakran használt csúszó útmutatók, gördülő útmutatók és hidrosztatikus útmutatók súrlódási csillapító tulajdonságaiban. Használjon golyóscsavarokat a csúszó útmutatók helyett az adagolórendszerben. Ugyanaz a hatás érhető el az ólomcsavarral. Jelenleg a CNC szerszámgépek szinte mindegyike használja a golyócsavar sebességváltót. A CNC szerszámgépek megmunkálási pontossága (különösen a nyitott hurkú rendszer CNC szerszámgépek) nagymértékben függ az adagolási átviteli lánc pontosságától. A sebességváltó és a golyócsavarok megmunkálási hibáinak csökkentése mellett egy másik fontos intézkedés egy rés nélküli sebességváltó pár használata. A gömbcsavar hangmagasságának kumulatív hibájához általában impulzuskompenzációs eszközt használnak a hangmagasság kompenzációjához.
A szerszámgépek élettartama és precíziós visszatartása
4. A szerszámgépek életének és precíziós visszatartásának javítása érdekében a CNC gép alkatrészeinek kopásállóságát teljes mértékben figyelembe kell venni a tervezés során, különösen a fő alkatrészek kopásállósága, amely befolyásolja az előrehaladást, például a szerszámgépvezető síneket, a táplálék -orsó alkatrészeit stb.
5. Csökkentse a kiegészítő időt és javítsa a működési teljesítményt
ACNC szerszámgépek, a kiegészítő idő (nem-chip idő) nagy arányban jár. A szerszámgépek termelékenységének további javítása érdekében intézkedéseket kell tenni a kiegészítő idő minimalizálása érdekében.
Jelenleg számos CNC szerszámgép több orsót, több szerszámtartót és automatikus szerszámváltókat fogadott el szerszámmagazinokkal a szerszámváltási idő csökkentése érdekében. A megnövekedett chipfogyasztással rendelkező CNC szerszámgépeknél az ágyszerkezetnek elősegítenie kell a chip eltávolítását.
Kérdés küldése


X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat