 magyar
magyar-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska - magyar
-
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


A CNC eszterga sebességét befolyásoló tényezők
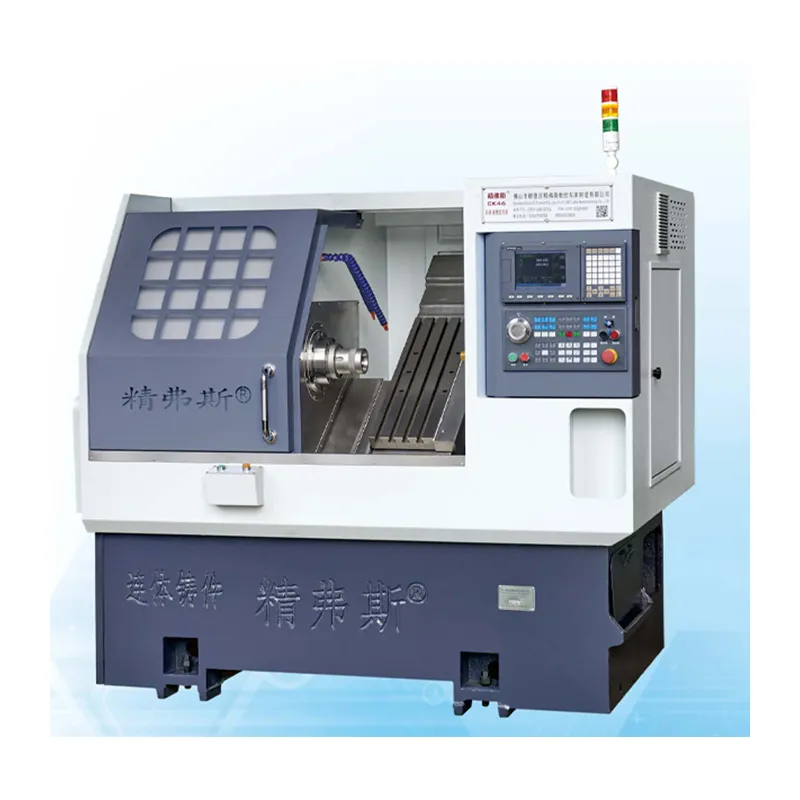
A hagyományos mechanikus feldolgozást rendes szerszámgépek kézi üzemeltetésével végezzük. A feldolgozás során a mechanikai szerszámokat kézzel rázzák a fém vágására, és a termék pontosságát szemmel mérik olyan szerszámokkal, mint a féknyereg. A modern ipar már régóta használt számítógépes digitálisan vezérelt szerszámgépeket a műveletekhez.CNC szerszámgépekBármely terméket és alkatrészt automatikusan feldolgozhatja közvetlenül a technikusok által előre programozott program szerint. Ezt hívjuk CNC -feldolgozásnak. A CNC feldolgozását széles körben használják a mechanikus feldolgozás minden területén, és ez a fejlesztési trend, valamint a penészfeldolgozás fontos és szükséges technikai eszközei.
A CNC -eszterék olyan feldolgozási technológiával rendelkezik, amelyet más gépek nem tudnak elérni a használatban, és egyértelműek a nehéz és összetett részek előállításában is. A CNC eszterga programozásakor figyelembe kell venni a csökkentési összeget az egyes folyamatok során, és a vágási összeget helyesen kell kiválasztani a használat során, ami javíthatja a termék minőségét és kimenetét. Azok a feltételek, amelyek általában befolyásolják a vágási sebességet, a mélységet és az adagolási sebességet, magukban foglalják a szerszámok, szerszámok, vágószerszámok és munkadarabok merevségét; vágási sebesség, vágási mélység, vágási sebességvágás; munkadarab pontossága és felületi érdessége; szerszám várható élettartam és termelékenység; a vágási folyadék típusa, hűtési módszer; a munkadarabok keménysége és hőkezelése; munkadarabok száma; A szerszámgépek élettartama.
A különböző szerszámanyagok eltérő megengedett vágási sebességgel rendelkeznek: a nagysebességű acélszerszámok magas hőmérsékletű ellenálló vágási sebessége kevesebb, mint 50 m/perc, a karbid szerszámok magas hőmérsékletű ellenálló vágási sebessége több mint 100 m/percet érhet el, és a kerámia szerszámok magas hőmérsékletű ellenálló vágási sebessége akár 1000 m/perc sebességet is elérhet.
Munkadarab anyag: A munkadarabok keménysége befolyásolja a szerszám vágási sebességét. A vágási sebességet csökkenteni kell, ha ugyanaz a szerszám kemény anyagokat dolgoz fel, míg a vágási sebesség megnövekedett a lágyabb anyagok feldolgozásakor.
Szerszám élettartama: Ha a szerszám élettartama (élet) hosszúnak kell lennie, akkor alacsonyabb vágási sebességet kell használni. Éppen ellenkezőleg, nagyobb vágási sebességet lehet használni.
A vágási mélység és a takarmány mennyisége: Minél nagyobb a vágási mélység és a takarmány mennyisége, annál nagyobb a vágási ellenállás, és minél nagyobb a vágási hő, így a vágási sebességet csökkenteni kell.
Szerszám alakja: A szerszám alakja, a szög mérete és a vágóél élessége befolyásolja a vágási sebesség kiválasztását.
Kérdés küldése


X
Cookie-kat használunk, hogy jobb böngészési élményt kínáljunk, elemezzük a webhely forgalmát és személyre szabjuk a tartalmat. Az oldal használatával Ön elfogadja a cookie-k használatát.
Adatvédelmi szabályzat